
Processus de fabrication des aimants
- Ethan
- Base de connaissances
Les aimants sont fabriqués différemment selon leur type. Les aimants NdFeB, ferrite et SmCo sont généralement fabriqués l'utilisation de la métallurgie des poudres, tandis que les aimants Alnico sont généralement réalisée par moulage.
La compréhension de ces processus de production vous aide à mieux comprendre les défis qui peuvent se poser au cours de la phase de formation de l'aimant, ainsi que le processus de production de l'aimant. coûts potentiels impliqué. Si vous êtes un spécialiste des achats pour les matériaux magnétiques, la maîtrise des principes de fabrication des aimants vous fournira des repères précieux pour l'évaluation des coûts.
Contenu
Principaux enseignements
- On peut classer les aimants en trois grandes catégories : aimants permanents, aimants temporaireset électro-aimants.
- Les aimants permanents sont principalement classés en aimants en néodyme, ferrite, aimants alnicoet aimants en samarium-cobalt.
- Les aimants en néodyme sont principalement composés des éléments métalliques suivants néodyme, feret bore, Le composé typique est le Nd₂Fe₁₄B.
- Les aimants en ferrite sont principalement fabriqués à partir de oxyde de fer et carbonate de strontium, ce qui en fait l'option la plus rentable.
- La fabrication d'aimants se divise principalement en deux méthodes : métallurgie des poudres et coulée.
Qu'est-ce qu'un aimant ?
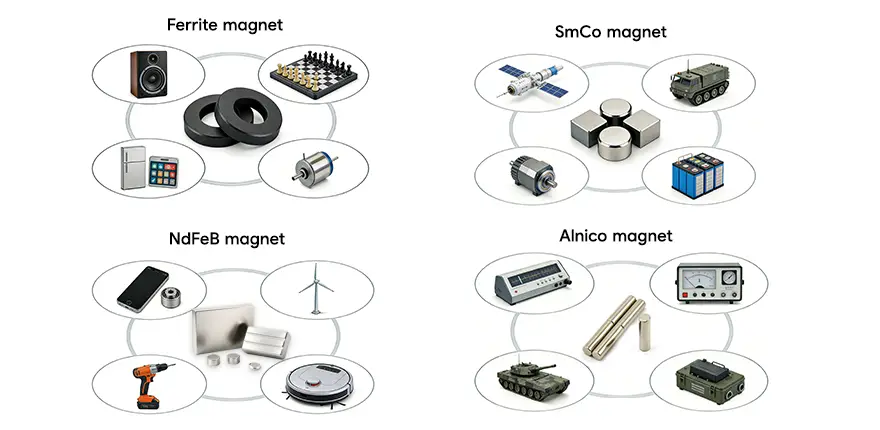
Les aimants se répartissent en trois grands types : aimants permanents, aimants temporaireset électro-aimants. Les aimants permanents sont les plus courants, car ils n'ont besoin d'aucune énergie pour rester magnétiques. Parmi les exemples courants, on peut citer les aimants de réfrigérateur, les crochets magnétiques et les aimants que l'on trouve dans les haut-parleurs. Ils entrent tous dans la catégorie des aimants permanents. Cet article se concentrera spécifiquement sur plusieurs des principaux types d'aimants permanents. Si vous êtes plus intéressé par les aimants temporaires et les électro-aimants, nous vous invitons à lire nos articles de blog connexes : “Aimants temporaires et aimants permanents” et “Qu'est-ce qu'un électro-aimant ?“
Les aimants permanents sont principalement classés en quatre catégories de matériaux : NdFeB, Ferrite, Alnicoet SmCo. Ces quatre types diffèrent beaucoup en ce qui concerne force magnétique, la qualité de leur travail résister à la corrosion, et à quoi ils servent habituellement. Le tableau comparatif intuitif suivant est fourni pour vous aider à comprendre rapidement les distinctions entre eux :
| Type | Force magnétique | Température de fonctionnement maximale | Prix | Scénarios d'application typiques |
|---|---|---|---|---|
| NdFeB | Le plus élevé | 80-200°C | Relativement faible | Moteurs à vibrations pour téléphones portables, outils électriques, éoliennes |
| Ferrite | Le plus bas | 180-250°C | Bon | Aimants pour réfrigérateurs, haut-parleurs, moteurs bas de gamme |
| Alnico | Moyen | 500-550°C | Bon | Capteurs à haute température, instruments, équipements militaires |
| SmCo | Haut | 250-350°C | Excellent | Aérospatiale, moteurs à haute température, équipements militaires |
Conseil : l'aimant en néodyme est actuellement l'aimant le plus utilisé dans les applications civiles.
De quels matériaux sont faits les aimants ?
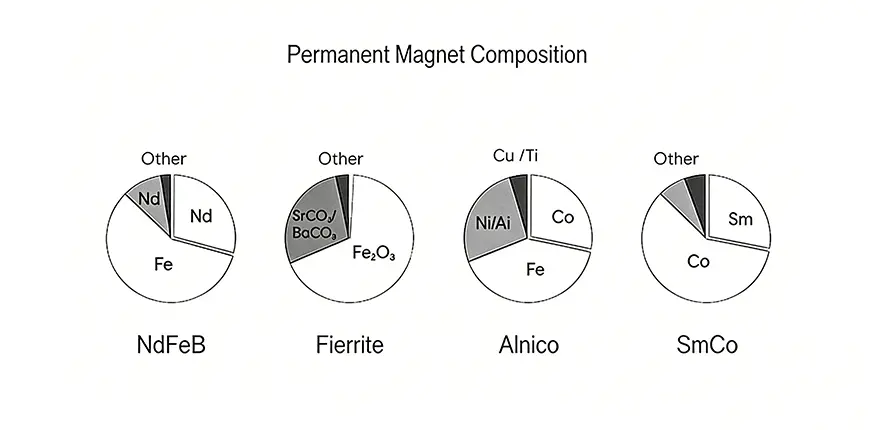
La composition et les propriétés des aimants dépendent entièrement de leur type. Les différents types d'aimants permanents utilisent des matières premières différentes, et ils varient en termes de force magnétique, résistance à la température, résistance à la corrosionet prix, ce qui permet de les adapter à différentes applications :
- Ferrite : Principalement composé de oxyde de fer combinée avec carbonate de strontium ou carbonate de baryum. Il offre une bonne résistance aux températures élevées et une excellente résistance à la corrosion, mais sa force magnétique est relativement faible.
- Néodyme : Principalement composé de néodyme, feret bore, Le composé typique est le Nd₂Fe₁₄B. Actuellement, l'aimant le plus puissant disponible dans le commerce est de taille compacte, mais sa résistance à la température est moyenne et il est sujet à l'oxydation et à la rouille.
- Alnico : Principalement composé de aluminium, nickel, cobaltet fer, Il contient souvent de petites quantités de cuivre et de titane. Il offre une excellente résistance aux températures élevées et une grande stabilité thermique, mais son énergie magnétique est plus faible et sa résistance à la désaimantation plus faible.
- SmCo : Principalement composé de samarium et cobalt, Il est divisé en deux types : SmCo₅ et Sm₂Co₁₇. Il présente la meilleure résistance à la chaleur et une très bonne résistance à la corrosion, mais le matériau est relativement fragile et peu usinable.
| Type | Composition | Prix | Domaines d'application |
|---|---|---|---|
| Ferrite | Oxyde de fer, carbonate de strontium, carbonate de baryum | Faible | Haut-parleurs, aimants de réfrigérateur, moteurs bas de gamme |
| Néodyme (NdFeB) | Néodyme (Nd), Fer (Fe), Bore (B) | Moyen | Moteurs vibrants pour téléphones portables, écouteurs sans fil, disques durs |
| Alnico | Aluminium (Al), Nickel (Ni), Cobalt (Co), Fer (Fe) | Moyenne-élevée | Instruments de précision, capteurs, débitmètres |
| Cobalt de samarium (SmCo) | Samarium (Sm), Cobalt (Co) | Haut | Aérospatiale, défense et militaire, moteurs à haute température |
Les aimants en terres rares sont une catégorie d'aimants permanents puissants fabriqués à partir d'éléments en terres rares. Les deux principaux types sont Néodyme et Aimants en samarium-cobalt, Ces deux types d'aimants sont réputés pour leur résistance exceptionnelle. En revanche, les aimants tels que ferrite et Alnico ne contiennent pas de terres rares et sont considérés comme des aimants conventionnels. Bien qu'ils ne soient pas aussi puissants que leurs homologues à base de terres rares, ils sont souvent choisis pour leur rentabilité.
Le processus de fabrication des aimants
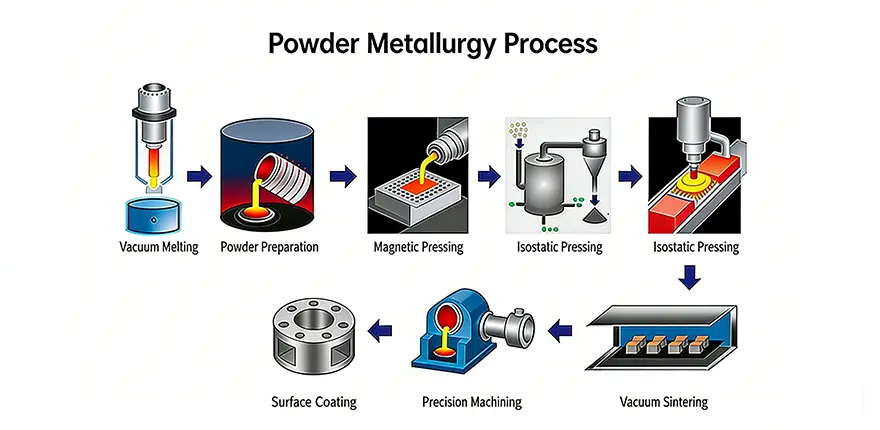
Il existe de nombreux procédés de fabrication d'aimants, dont le plus courant est le suivant métallurgie des poudres. Les aimants en néodyme, en ferrite et en SmCo sont généralement produits selon cette méthode. Le processus de fabrication par métallurgie des poudres est décrit ci-dessous :
Il existe de nombreux procédés de fabrication d'aimants, dont le plus courant est le suivant métallurgie des poudres. Les aimants en néodyme, en ferrite et en SmCo sont généralement produits selon cette méthode. Le processus de fabrication par métallurgie des poudres est décrit ci-dessous :
- Fusion des matières premières et préparation des alliages : Tout d'abord, les matières premières appropriées sont fondues dans un four de fusion sous vide. Après la fusion, l'alliage est introduit dans un moule et traité dans une machine de coulée continue pour former des lingots ou des bandes d'alliage, jetant ainsi les bases d'une performance magnétique élevée dans les étapes suivantes.
- Préparation de la poudre : L'alliage fondu est transformé en fine poudre magnétique par broyage mécanique, broyage à l'hydrogène et broyage à jet d'air. L'alliage est broyé en poudre fine avec des dimensions monocristallines ou quasi monocristallines pour faciliter l'orientation magnétique ultérieure.
- Pressage : Dans ce processus, la poudre est placée dans la cavité d'une presse. Un champ magnétique d'alignement est appliqué. Le champ magnétique aligne les grains magnétiques des particules de poudre, formant un aimant anisotrope qui améliore la rémanence et l'énergie magnétique produite.
- Pressage isostatique : La poudre est emballée dans un conteneur souple, qui est ensuite scellé et soumis à un champ magnétique d'alignement. On obtient ainsi un compact vert uniforme et dense, ce qui réduit les gradients de densité et le risque de fissures.
- Frittage sous vide : Le matériau est chargé dans un four de frittage sous vide. Au cours de ce processus, l'aimant est densifié par diffusion et fusion des particules. La résistance mécanique et les propriétés magnétiques sont améliorées par la diffusion interparticulaire, le frittage en phase liquide ou le frittage en phase solide à haute température.
- Finition : Il peut s'agir d'un meulage de surface, d'un tranchage/découpage en plus petites dimensions, d'un meulage de précision ou d'un perçage de trous. Cette opération permet d'éliminer les déformations ou les excédents de matière causés par la contraction du frittage, ce qui garantit que l'aimant répond exactement aux exigences dimensionnelles, aux tolérances et à l'état de surface du client.
- Revêtement : Traitement de l'aimant avec des revêtements tels que la résine époxy, le nickelage électrolytique ou le zingage pour améliorer la résistance à la corrosion, la résistance aux intempéries et l'attrait esthétique.
Il s'agit des principaux processus de fabrication en métallurgie des poudres. Chaque étape est cruciale pour les aimants. Dans le cas contraire, les performances risquent d'être médiocres ou de ne pas répondre aux attentes. C'est la clé de la production d'aimants performants. Pour Production Alnico, La méthode classique est la suivante coulée. L'avantage du procédé de coulée réside dans sa capacité à obtenir de meilleures propriétés magnétiques et à produire des formes complexes. Voici le déroulement du processus de coulée :
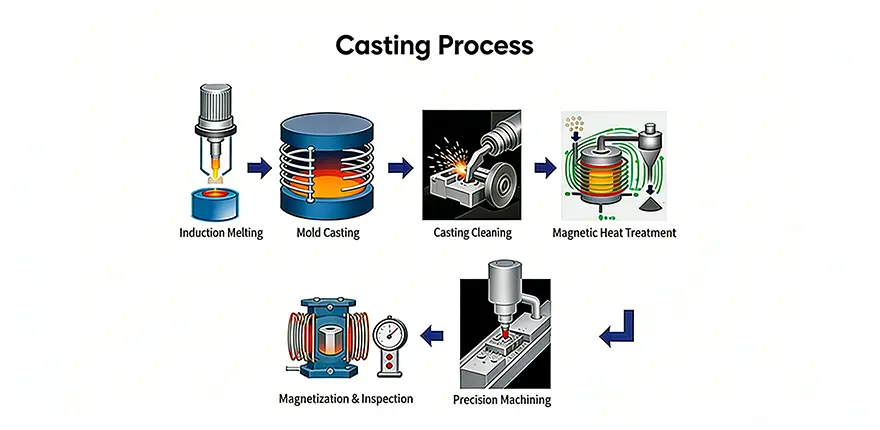
- Fusion : Les matières premières préparées sont chargées dans un four à induction et chauffées à plus de 1750°C. Elles sont ainsi fondues en un alliage liquide uniforme et de haute qualité, prêt pour l'étape suivante.
- Casting : L'alliage en fusion est versé dans un moule préformé. Dans le moule, l'alliage liquide se refroidit lentement et se solidifie, acquérant ainsi la forme de base de l'aimant.
- Fettling : Une fois la pièce coulée refroidie, elle est démoulée. Le sable résiduel, les barrières de coulée et les bavures sont éliminés, et la surface est nettoyée à l'aide d'une meule afin de la préparer au traitement thermique.
- Traitement thermique : La coulée est chauffée à une température supérieure à celle du traitement en solution pour homogénéiser l'alliage. Elle est ensuite refroidie à une vitesse contrôlée dans un champ magnétique puissant, puis soumise à un traitement de vieillissement en plusieurs étapes afin d'obtenir un magnétisme résiduel et une coercivité élevés.
- Broyage : Des méthodes telles que le meulage sont utilisées pour obtenir les dimensions et les tolérances finales. Cela permet de garantir que l'aimant a des dimensions, des tolérances et une finition de surface précises.
- Essais et magnétisation : Tout d'abord, les propriétés magnétiques de chaque aimant fini sont testées. Seuls ceux qui passent le test sont ensuite placés dans un magnétiseur spécialisé, où un puissant champ magnétique pulsé les magnétise complètement.
Grâce à ces étapes, le processus de coulée permet de produire des aimants Alnico ayant les caractéristiques suivantes excellentes propriétés magnétiques et résistance aux hautes températures. C'est également la principale raison pour laquelle l'Alnico coulé a longtemps dominé la part de marché du grand public.
Astuce : L'alnico peut également être produit par métallurgie des poudres, mais le processus de frittage peine à former la structure cristalline en colonnes et l'anisotropie de forme optimale requises. Par conséquent, les propriétés magnétiques de l'alnico fritté sont généralement inférieures à celles de l'alnico coulé.
Quelques questions fréquemment posées
Qu'est-ce qu'un aimant permanent ?
Les aimants permanents conservent leur magnétisme pendant très longtemps sans nécessiter d'énergie extérieure ou d'électricité, comme les aimants en néodyme ou en ferrite.
Pourquoi le néodyme est-il l'aimant puissant le plus utilisé aujourd'hui ?
Les aimants en néodyme sont les plus puissants que vous puissiez acheter actuellement pour un usage quotidien. Ils sont petits, légers et offrent le meilleur rapport qualité-prix.
Pourquoi les aimants ont-ils des pôles nord et sud ?
Tous deux sont considérés comme non magnétiques en ingénierie. Le cuivre est typiquement diamagnétique, tandis que l'aluminium est faiblement paramagnétique.
Pourquoi les aimants en néodyme rouillent-ils facilement ?
Les aimants en néodyme contiennent beaucoup de fer et rouillent donc rapidement lorsqu'ils sont exposés à l'humidité ou à l'air. C'est pourquoi la plupart d'entre eux sont dotés d'un revêtement protecteur contre la rouille.
Que signifie la température maximale de fonctionnement d'un aimant ?
La température maximale de fonctionnement est le niveau de chaleur le plus élevé auquel l'aimant fonctionne encore normalement et conserve toute sa force. Au-delà, l'aimant perd définitivement une partie de son magnétisme.
Pour en savoir plus, consultez les blogs suivants :
L'aluminium a-t-il des propriétés magnétiques ?
Les 5 premiers fabricants d'aimants permanents en Chine 2026
Quelle est la différence entre les aimants Néo, NdFeB et Néodyme ?
Moteurs à aimants permanents montés en surface ou à l'intérieur
Le guide complet des aimants en terres rares en 2026
Prêt à améliorer votre projet ? Consultez notre gamme complète de produits sur TOPMAG!🧲

Je me consacre à la rédaction d'articles de vulgarisation scientifique sur les aimants. Mes articles portent principalement sur leurs principes, leurs applications et les anecdotes de l'industrie. Notre objectif est de fournir aux lecteurs des informations précieuses, afin de les aider à mieux comprendre le charme et l'importance des aimants. Par ailleurs, nous sommes impatients de connaître votre avis sur les besoins liés aux aimants. N'hésitez pas à nous suivre et à vous engager avec nous pour explorer ensemble les possibilités infinies des aimants !