
Rare earth elements, as the cornerstone of modern technology, are indispensable in green energy, electric vehicles, wind power, and high-end electronics, particularly with neodymium magnets at their core. However, the environmental cost of rare earth mining is high, and the geopolitical risks from a highly concentrated supply chain are increasingly evident. The reusing of rare earth magnets not only greatly cuts down on production costs but also mitigates environmental damage enhances supply chain resilience and extends resource lifecycles. With such new technologies as HyProMag’s HPMS process, the recycling of rare earth is turning into a primary road to the achievement of green supply and economic gains. Permanent magnets, including neodymium magnet, samarium-cobalt, and alnico magnet, contain critical rare earth elements.
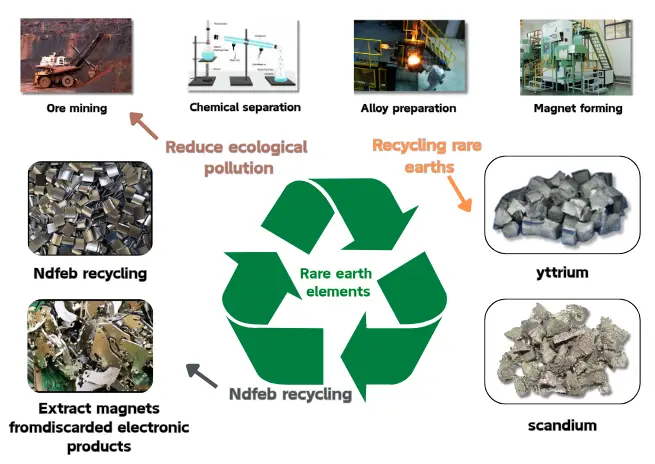 Rare earth elements are a group of chemical elements, including lanthanides, scandium, and yttrium, with praseodymium and neodymium being particularly important in industrial applications. Concentrations in natural ores are typically below 5%. This makes discarded magnets a high-value “urban mine.” Recycling is the process by which these rare earth materials can be reintroduced into the production cycle, thus creating a closed-loop economic system. On the other hand, the manufacturing process of neodymium magnets is extremely complex, involving the extraction and refining of rare earth elements. The production process includes ore mining, chemical separation, alloy preparation, and magnet forming, which are energy-intensive and require large amounts of chemical reagents, easily leading to ecological damage and resource pollution., which results in the destruction of the ecology and the pollution of resources. Furthermore, the supply chain for rare earth across the world is mostly in China (the country accounts for more than 80% of production). Hence, it is susceptible to changes in the geopolitical environment and trade restrictions that might lead to supply interruptions and price fluctuations.
Rare earth elements are a group of chemical elements, including lanthanides, scandium, and yttrium, with praseodymium and neodymium being particularly important in industrial applications. Concentrations in natural ores are typically below 5%. This makes discarded magnets a high-value “urban mine.” Recycling is the process by which these rare earth materials can be reintroduced into the production cycle, thus creating a closed-loop economic system. On the other hand, the manufacturing process of neodymium magnets is extremely complex, involving the extraction and refining of rare earth elements. The production process includes ore mining, chemical separation, alloy preparation, and magnet forming, which are energy-intensive and require large amounts of chemical reagents, easily leading to ecological damage and resource pollution., which results in the destruction of the ecology and the pollution of resources. Furthermore, the supply chain for rare earth across the world is mostly in China (the country accounts for more than 80% of production). Hence, it is susceptible to changes in the geopolitical environment and trade restrictions that might lead to supply interruptions and price fluctuations.
The recycling of rare earth magnets is one of the most feasible ways to solve the above problems. Recycling, by means of taking out NdFeB magnets from discarded electronics, end-of-life vehicles, and industrial equipment, lessens the reliance on new mining, cuts down on production costs, and improves resource efficiency.
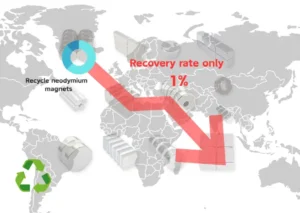 Only 1-2% of NdFeB magnets are recycled globally, compared to 50% for aluminium or 40% for copper. Why the gap? Many people don’t know these magnets can be recycled, and the infrastructure is often missing. The United Nations Environment Programme estimates that 50 million tons of electronic waste contain up to 100,000 tons of recyclable NdFeB magnets annually, but less than 1% is recovered.
Only 1-2% of NdFeB magnets are recycled globally, compared to 50% for aluminium or 40% for copper. Why the gap? Many people don’t know these magnets can be recycled, and the infrastructure is often missing. The United Nations Environment Programme estimates that 50 million tons of electronic waste contain up to 100,000 tons of recyclable NdFeB magnets annually, but less than 1% is recovered.
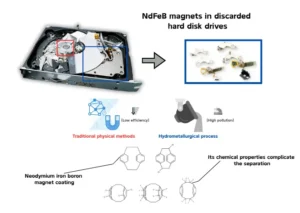 Although NdFeB magnets contain higher rare earth concentrations than natural ores, they are often mixed with materials like plastics, copper, and steel in waste products, diluting the rare earth content. For example, NdFeB magnets in discarded hard drives account for just 1-2% of the total weight. Extracting these low concentrations requires advanced sorting technologies, but conventional physical separation methods are inefficient and struggle to achieve high-purity recovery. Hydrometallurgical processes can extract rare earths but rely on strong acids and large volumes of water, generating highly polluting wastewater.
Although NdFeB magnets contain higher rare earth concentrations than natural ores, they are often mixed with materials like plastics, copper, and steel in waste products, diluting the rare earth content. For example, NdFeB magnets in discarded hard drives account for just 1-2% of the total weight. Extracting these low concentrations requires advanced sorting technologies, but conventional physical separation methods are inefficient and struggle to achieve high-purity recovery. Hydrometallurgical processes can extract rare earths but rely on strong acids and large volumes of water, generating highly polluting wastewater.
NdFeB magnets are typically coated with nickel, zinc, or epoxy resin to prevent corrosion, and these coatings are difficult to remove during recycling. Additionally, many magnets are fixed in products with complex adhesives, which further complicates separation due to their chemical properties.
 Compared to primary rare earth mining, recycling NdFeB magnets involves high initial investment and operational costs. Estimates suggest that recycling 1 ton of NdFeB magnets costs approximately $50-70 per kilogram, while the market price for primary rare earths ranges from $30-50 per kilogram. Reducing costs will require technological advancements and market expansion. To make recycling more affordable, governments could offer subsidies or carbon credits, encouraging companies to build more recycling plants.
Compared to primary rare earth mining, recycling NdFeB magnets involves high initial investment and operational costs. Estimates suggest that recycling 1 ton of NdFeB magnets costs approximately $50-70 per kilogram, while the market price for primary rare earths ranges from $30-50 per kilogram. Reducing costs will require technological advancements and market expansion. To make recycling more affordable, governments could offer subsidies or carbon credits, encouraging companies to build more recycling plants.
 The market acceptance of recycled NdFeB magnets depends on their quality and performance. Some recycled materials underperform primary materials due to impurities or process limitations. Recycled magnets must match the quality of new ones to be used in high-tech applications like electric car motors.
The market acceptance of recycled NdFeB magnets depends on their quality and performance. Some recycled materials underperform primary materials due to impurities or process limitations. Recycled magnets must match the quality of new ones to be used in high-tech applications like electric car motors.
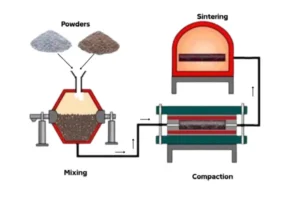 Direct reuse involves dismantling waste NdFeB magnets from discarded products and reprocessing them into new magnets. This is common for magnets with shapes and properties still meeting requirements. After dismantling, magnets are cleaned, decorated, and tested for performance; if they meet standards, they can be directly used in low-demand applications. Powder metallurgy further grinds magnets into powder, which is then sintered into new magnets. This method avoids complex chemical processing and has lower costs but is limited in applicability.
Direct reuse involves dismantling waste NdFeB magnets from discarded products and reprocessing them into new magnets. This is common for magnets with shapes and properties still meeting requirements. After dismantling, magnets are cleaned, decorated, and tested for performance; if they meet standards, they can be directly used in low-demand applications. Powder metallurgy further grinds magnets into powder, which is then sintered into new magnets. This method avoids complex chemical processing and has lower costs but is limited in applicability.
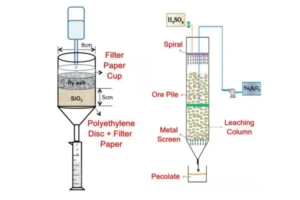 Hydrometallurgy extracts rare earth elements from NdFeB magnets through chemical dissolution and separation. Waste magnets are first dissolved into liquid metal salts using acids, followed by solvent extraction to separate elements like neodymium and dysprosium. This method achieves high recovery rates (up to 95%) and can handle complex waste. However, it has significant drawbacks: the use of large amounts of strong acids and organic solvents generates highly polluting wastewater, producing 10-15 tons of wastewater per ton of rare earth recovered.
Hydrometallurgy extracts rare earth elements from NdFeB magnets through chemical dissolution and separation. Waste magnets are first dissolved into liquid metal salts using acids, followed by solvent extraction to separate elements like neodymium and dysprosium. This method achieves high recovery rates (up to 95%) and can handle complex waste. However, it has significant drawbacks: the use of large amounts of strong acids and organic solvents generates highly polluting wastewater, producing 10-15 tons of wastewater per ton of rare earth recovered.
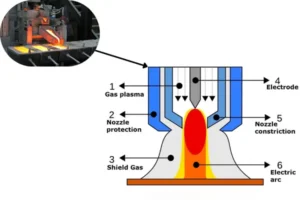 Pyrometallurgy decomposes NdFeB magnets into metal oxides or alloys through high-temperature smelting (typically >1000°C), followed by electrolysis or chemical reduction to extract rare earth elements. Plasma arc technology enhances efficiency by using high-temperature plasma (>6000°C) to rapidly decompose magnets, suitable for processing complex waste with coatings or adhesives. However, pyrometallurgy is extremely energy-intensive, with carbon emissions about 1.5 times higher than hydrometallurgy, and the high temperatures may cause rare earth volatilization, resulting in recovery rates of only 70-85%.
Pyrometallurgy decomposes NdFeB magnets into metal oxides or alloys through high-temperature smelting (typically >1000°C), followed by electrolysis or chemical reduction to extract rare earth elements. Plasma arc technology enhances efficiency by using high-temperature plasma (>6000°C) to rapidly decompose magnets, suitable for processing complex waste with coatings or adhesives. However, pyrometallurgy is extremely energy-intensive, with carbon emissions about 1.5 times higher than hydrometallurgy, and the high temperatures may cause rare earth volatilization, resulting in recovery rates of only 70-85%.
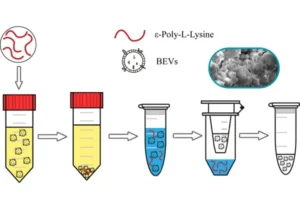 Bioleaching uses acidophilic microorganisms to extract rare earth elements from waste magnets. Microorganisms produce organic acids through metabolism, dissolving rare earths into separable compounds. This method is environmentally friendly, with far less wastewater pollution than hydrometallurgy and energy consumption about one-third of traditional methods.
Bioleaching uses acidophilic microorganisms to extract rare earth elements from waste magnets. Microorganisms produce organic acids through metabolism, dissolving rare earths into separable compounds. This method is environmentally friendly, with far less wastewater pollution than hydrometallurgy and energy consumption about one-third of traditional methods.
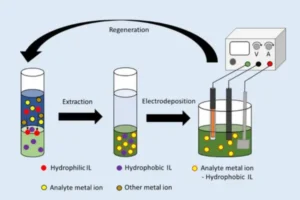 Ionic liquids (ILs) are low-volatility, recyclable green solvents used to replace organic solvents in traditional hydrometallurgy. They selectively dissolve rare earth elements for high-purity separation. For example, imidazolium-based ionic liquids achieve extraction efficiencies of up to 98% for neodymium and dysprosium, with 70% less wastewater generation.
Ionic liquids (ILs) are low-volatility, recyclable green solvents used to replace organic solvents in traditional hydrometallurgy. They selectively dissolve rare earth elements for high-purity separation. For example, imidazolium-based ionic liquids achieve extraction efficiencies of up to 98% for neodymium and dysprosium, with 70% less wastewater generation.
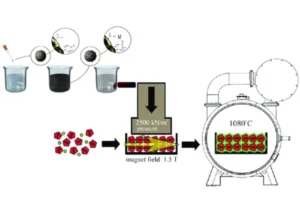 HyProMag’s Hydrogen Processing of Magnet Scrap (HPMS) technology uses hydrogen at ambient pressure to decompose NdFeB magnets into high-purity NdFeB powder. This process requires no high temperatures or strong acids, with carbon emissions 70% lower than hydrometallurgy and recovery rates above 90%. The resulting powder can be directly used to sinter new magnets, with performance differing from virgin magnets by less than 5%.
HyProMag’s Hydrogen Processing of Magnet Scrap (HPMS) technology uses hydrogen at ambient pressure to decompose NdFeB magnets into high-purity NdFeB powder. This process requires no high temperatures or strong acids, with carbon emissions 70% lower than hydrometallurgy and recovery rates above 90%. The resulting powder can be directly used to sinter new magnets, with performance differing from virgin magnets by less than 5%.
 Supercritical carbon dioxide (SC-CO2) leverages its high permeability and solubility, combined with organic ligands, to extract rare earth elements. Operating at high pressure and moderate temperature, this method generates minimal wastewater and achieves recovery rates of 85-90%. Electrochemical methods selectively deposit rare earth elements in solution via electrolysis, avoiding acidic wastewater.
Supercritical carbon dioxide (SC-CO2) leverages its high permeability and solubility, combined with organic ligands, to extract rare earth elements. Operating at high pressure and moderate temperature, this method generates minimal wastewater and achieves recovery rates of 85-90%. Electrochemical methods selectively deposit rare earth elements in solution via electrolysis, avoiding acidic wastewater.
 The copper salt method involves reacting NdFeB magnets with a copper salt solution to preferentially dissolve rare earth elements, forming separable compounds. This method offers high recovery rates (>95%) and a carbon footprint 50% lower than hydrometallurgy. Research from Tohoku University in Japan shows that it effectively processes coated magnets with easily neutralized wastewater. However, it requires precise pre-sorting of waste, and copper salt recycling needs further optimization to reduce costs.
The copper salt method involves reacting NdFeB magnets with a copper salt solution to preferentially dissolve rare earth elements, forming separable compounds. This method offers high recovery rates (>95%) and a carbon footprint 50% lower than hydrometallurgy. Research from Tohoku University in Japan shows that it effectively processes coated magnets with easily neutralized wastewater. However, it requires precise pre-sorting of waste, and copper salt recycling needs further optimization to reduce costs.
 Rare earth mining is like using giant excavators to peel back the Earth’s “skin,” leaving “scars” of water pollution, soil degradation, and massive carbon emissions. Rare earth mining areas generate millions of tons of toxic tailings annually, contaminating rivers and farmland. Recycling 1 ton of magnets can reduce approximately 12 tons of ore extraction and 15 tons of wastewater emissions. This technology minimizes damage to the Earth.
Rare earth mining is like using giant excavators to peel back the Earth’s “skin,” leaving “scars” of water pollution, soil degradation, and massive carbon emissions. Rare earth mining areas generate millions of tons of toxic tailings annually, contaminating rivers and farmland. Recycling 1 ton of magnets can reduce approximately 12 tons of ore extraction and 15 tons of wastewater emissions. This technology minimizes damage to the Earth.
The EU’s REE silience project estimates that by 2030, recycling could meet 15-20% of Europe’s rare earth demand, while the U.S. ReCycle project aims to achieve 10% self-sufficiency in neodymium by 2027. Recycled magnets cost 20-30% less than mined ones, making rare Earth recycling a core pillar of the circular economy and a long-term solution for sustainability. The EU’s Critical Raw Materials Act mandates that 15% of rare earth demand be met through recycling by 2030, and China’s Circular Economy Development Plan is also advancing the industrialization of rare earth recycling. Growing consumer awareness is creating market demand for recycling, and in the long term, rare earth recycling not only supports net-zero emission goals but also drives sustainable economic growth through efficient resource use.



